In today’s supplement market, brands face constant pressure to follow trends. Gummies, liquids, and softgels attract attention and social media buzz. However, many brands quickly discover hidden problems. Production costs rise. Formulas become unstable. Shelf life shortens. Registration becomes slower and more complex. These issues create risk for brands that rely on steady volume and long-term sales.
This is why multivitamin tablets continue to dominate the market. Tablets solve practical problems that matter to brand owners and buyers. They support complex, high-dose formulas. They remain stable during storage and transport. They allow predictable costs and scalable production. For private label brands focused on reliability and growth, tablets remain a proven and strategic choice in 2025.
Multivitamin tablets remain a top-selling supplement format because they combine formulation flexibility, strong stability, and cost-efficient manufacturing. These advantages make tablets the preferred option for private label and OEM brands targeting long-term market success.
Trends will continue to change in the supplement industry. Core business needs do not. To understand why tablets still lead the market, it is necessary to look closely at consumer behavior, formulation needs, manufacturing realities, and regulatory requirements.
Why Do Multivitamin Tablets Still Dominate the Market?
Multivitamin tablets continue to dominate global sales because they match how consumers use supplements in real life. Many people take multivitamins every day as part of a routine. Tablets feel familiar and trustworthy. They are easy to store, easy to count, and easy to dose. This familiarity builds long-term consumer confidence, which directly supports repeat purchases and stable sales volumes.
From a brand perspective, tablets also align with supply chain needs. They are easy to package, transport, and store. This reduces logistics risk and simplifies inventory planning. These combined factors explain why tablets remain the backbone of the multivitamin category.
Multivitamin tablets dominate the market because they are familiar to consumers, reliable in daily use, and efficient for large-scale distribution.
Consumer trust plays a major role in format selection. Tablets have been used for decades. This history matters.
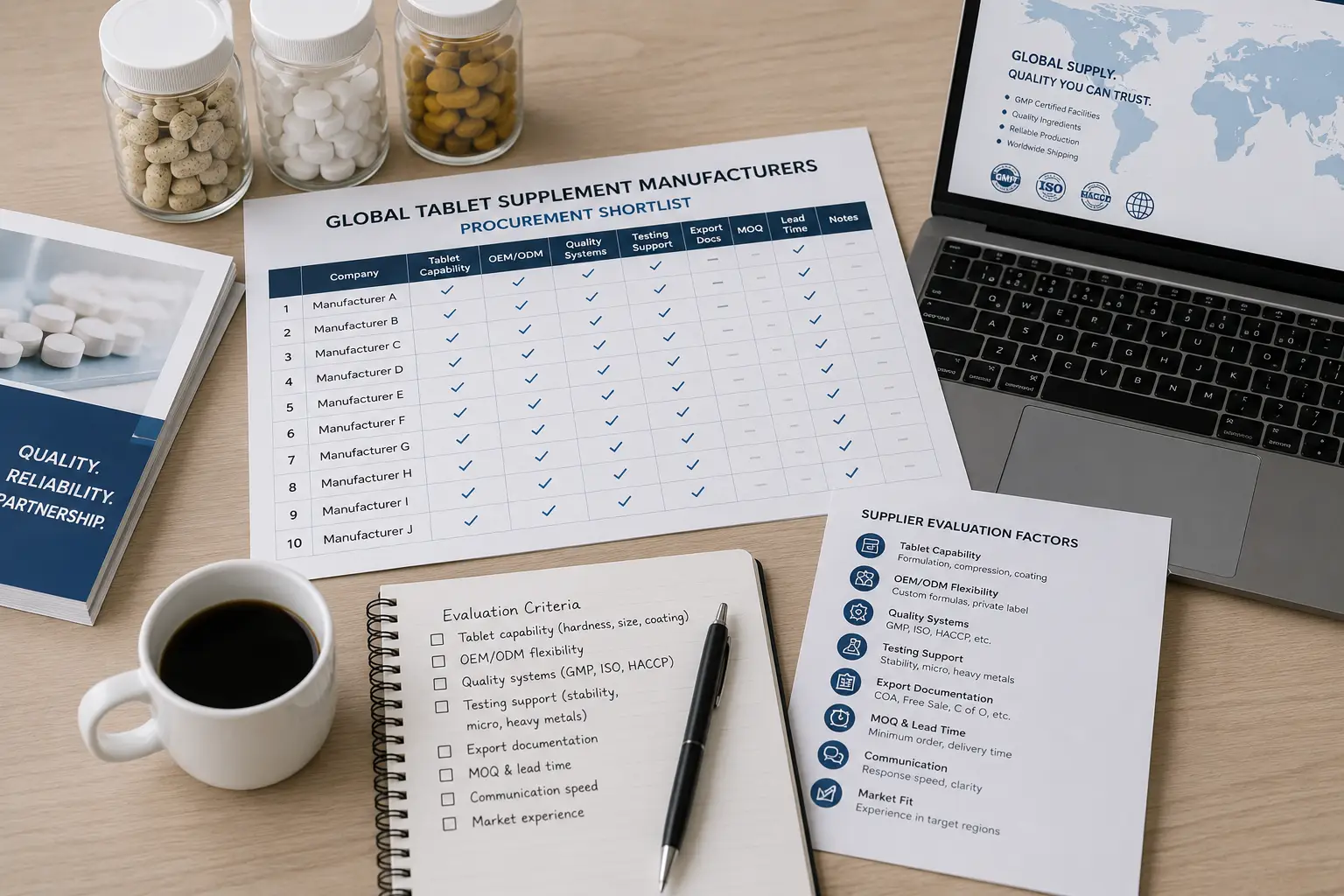
Market factors supporting tablet dominance
| Factor | Impact on Brands |
|---|---|
| Consumer familiarity | Higher repeat purchase rates |
| Standard daily dosing | Strong habit formation |
| Packaging efficiency | Lower logistics complexity |
| Long shelf life | Reduced waste and returns |
* Tablets remain the most commercially reliable multivitamin format.
* Consumer habits continue to favor tablets for daily nutrition.
How Do Tablets Support High-Dose Multivitamin Formulas?
Multivitamins often contain many nutrients in a single serving. These include vitamins, minerals, and trace elements. Delivering these nutrients in effective amounts requires space and structural stability. Tablets allow manufacturers to compress a large quantity of active ingredients into one solid dose without increasing serving size.
This capability is critical for brands that offer complete daily nutrition formulas. Other formats often require multiple units per serving or compromise ingredient levels. Tablets avoid this problem and preserve label accuracy.
Tablets support high-dose and multi-ingredient multivitamin formulas by allowing dense compression and precise dosing.
Tablet formulation allows fine control over weight, density, and uniformity.
Why tablets handle complex formulas
| Feature | Functional Benefit |
|---|---|
| High compression | More nutrients per tablet |
| Uniform blending | Consistent nutrient ratios |
| Layered tablets | Ingredient separation options |
This structure supports accurate labeling and consistent daily intake.
* Tablets enable full-spectrum multivitamin delivery in a single dose.
* Complex formulas remain more stable in tablet form.
What Manufacturing Advantages Do Tablets Offer to Private Label Brands?
Tablet manufacturing is one of the most mature processes in the supplement industry. This maturity benefits private label brands directly. Equipment is standardized. Processes are well tested. Quality control systems are clear and repeatable. These factors reduce production risk and improve consistency.
For buyers, this means predictable lead times, stable pricing, and reliable quality across batches. Tablets support efficient scaling as demand grows.
Tablet manufacturing offers predictable costs, scalable output, and reliable quality for private label supplement brands.
Efficient manufacturing supports competitive pricing.
Manufacturing benefits of tablets
| Aspect | Advantage |
|---|---|
| High-speed presses | Large batch production |
| Standard tooling | Lower setup costs |
| Coating options | Improved appearance and swallowability |
These advantages help brands launch and expand faster.
* Tablets reduce manufacturing uncertainty for private label brands.
* Tablet production supports long-term scalability.
How Do Tablets Compare to Capsules in Stability and Shelf Life?
Stability is critical for supplements distributed across different climates. Tablets generally offer better resistance to heat and moisture than hard capsules. With proper formulation and coating, tablets maintain shape and potency over long storage periods.
Capsules, by contrast, rely on shell materials that may react to humidity or temperature changes. This difference impacts shelf life and transport reliability.
Tablets typically provide better stability and longer shelf life than capsules, especially in challenging environments.
Environmental resistance reduces quality risk.
Stability comparison
| Factor | Tablets | Capsules |
|---|---|---|
| Moisture sensitivity | Low | Higher |
| Heat tolerance | High | Medium |
| Shelf life | Longer | Shorter |
* Tablets lower quality risk during transport and storage.
* Shelf life management is simpler with tablets.
Why Are Tablets Easier for Global Compliance and Registration?
Regulatory agencies worldwide are highly familiar with tablet supplements. Many countries already have clear guidelines for tablet dosage forms. This familiarity simplifies documentation and speeds up approval processes.
Tablets also allow precise labeling of ingredient amounts and dosage instructions. This clarity supports smoother regulatory reviews.
Tablets are widely accepted by regulators and easier to register across international markets.
Standard formats reduce regulatory uncertainty.
Compliance advantages
| Area | Benefit |
|---|---|
| Dosage clarity | Faster review |
| Ingredient accuracy | Higher approval confidence |
* Tablets support faster product registration.
* Regulatory risk is lower with tablet supplements.
When Are Multivitamin Tablets the Best Choice for Brands?
Tablets are not suitable for every supplement concept. They perform best for products designed for daily, long-term use. Brands focused on affordability, volume sales, and consistent quality benefit most from tablet formats.
For functional nutrition rather than taste-driven products, tablets offer a clear advantage.
Multivitamin tablets are ideal for brands prioritizing daily use, cost control, and large-scale distribution.
Strategic alignment matters.
Best-fit scenarios for tablets
| Brand Goal | Suitability |
|---|---|
| Daily nutrition | High |
| Export markets | High |
| Flavor-focused concepts | Low |
* Tablets align with long-term supplement strategies.
* Tablets remain the safest core SKU choice.
Conclusion
Multivitamin tablets continue to lead the market because they address real commercial needs. They support complex formulas, offer strong stability, simplify manufacturing, and ease regulatory approval. For private label and OEM brands, tablets remain a dependable and scalable format in 2025.
For brands seeking reliable multivitamin tablets manufacturing, working with a factory that specializes in tablets and hard capsules ensures stable quality, controlled costs, and consistent delivery. Professional OEM and private label support helps brands build strong, long-term positions in competitive global markets.